 English
English Chinese
Chinese
流体注塑技术 (FIT)
流体注塑技术 (FIT) 适用于制造具有厚壁结构和中空结构的部件。气体 (GIT) 或水 (WIT) 均可用作流体。最近,亚琛工业大学塑料加工研究所 (IKV) 首次测试了该技术的一种工艺改变:将 WIT 和 GIT 技术相结合,利用蒸汽-气体混合物挤出熔体。另一种技术改变是弹射注塑技术 (PIT),下文将进行介绍。
AKRO-PLASTIC 提供的以下材料适用于气辅注塑技术和水辅注塑技术(取决于具体应用):
冷却水管:
- AKROMID® A3 GM 20/10 4 WIT black (4529) = 薄壁,可靠的工艺
手柄:
- AKROMID® A3 GF 30 1 GIT black (4619) = 良好的表面光洁度,可靠的工艺
- AKROMID® A3 GF 15 1 GIT black (4620) = 良好的表面光洁度,可靠的工艺
- AKROMID® B28 GF 50 1 GIT black (4732) = 良好的表面光洁度,可靠的工艺
- AKROMID® B3 GF 30 1 GIT black (4598) = 良好的表面光洁度,可靠的工艺
- AKROMID® B3 GF 30 1 GIT black (4599) = 极佳的表面光洁度
踏板:
- AKROMID® A3 GF 30 1 GIT black (4619) = 良好的表面光洁度,可靠的工艺
- AKROMID® B28 GF 50 1 GIT black (4732) = 良好的表面光洁度,可靠的工艺
- AKROMID® B3 GF 30 1 GIT black (4598) = 良好的表面光洁度,可靠的工艺
- AKROMID® B3 GF 30 1 GIT black (4599) = 极佳的表面光洁度
- AKROMID® B3 ICF 15 (5026) = 良好的表面光洁度,可靠的工艺
流体注塑技术 (FIT)
流体注塑技术 (FIT) 适用于制造具有厚壁结构和中空结构的部件。气体 (GIT) 或水 (WIT) 均可用作流体。最近,亚琛工业大学塑料加工研究所 (IKV) 首次测试了该技术的一种工艺改变:将 WIT 和 GIT 技术相结合,利用蒸汽-气体混合物挤出熔体。另一种技术改变是弹射注塑技术 (PIT),下文将进行介绍。
如果不考虑所选的流体,可使用以下填充工艺法:
- 全注法
此类工艺的特征是最终产品的表面光洁度更好,工艺的重现性也更出色(尤其是在尺寸精度方面)。我们的 AKROMID®、AKROLOY® PA、AKROLEN® 和 AKROTEK® 系列的几乎所有产品都适合采用全注法进行加工。名称中含有“GIT”或“WIT”的产品尤其适合采用这种工艺。此类化合物变型(例如我们的 AKROMID® A3 GF 30 1 GIT black (4619))有两大优势:再结晶的温度稍低,且相关工艺窗口较大。
- 熔体背压法:
完全填满部件,然后利用流体或弹射体迫使熔体进入螺杆装置。
- 二次模腔法
完全填满部件,然后利用流体或弹射体迫使熔体进入二次模腔中。
- 背压法:
该方法只能使用气体。采用该方法时,需要在密封模具中的部件后方施加气体。这样可以将部件推向模具外观更佳的一侧,避免产生凹痕。
- 欠注法/部分填充法
- 膨胀法:
部件部分填充和熔融(通常填充 60-90%),然后浇口附近的注入器将利用流体进行膨胀。
如果利用抛射体和流体共同进行注塑,这样的工艺称为弹射注塑技术 (PIT)。该技术可结合多种填充方法及不同的流体。
水辅注塑技术 (WIT)
水辅注塑技术是流体注塑技术的一种工艺改变,由亚琛工业大学塑料加工研究所 (IKV) 开发,它利用水得到带有中空结构的部件。该技术尤其适用于制造直径 10 mm 以上的棒条状部件。直径较小的部件则适合采用气辅注塑技术。只有对于直径 10 mm 以上的部件,水辅注塑技术介质(水)冷却性能更佳的优势在才会体现得较为明显,此外循环时间也将显著缩短。
AKRO-PLASTIC 专为这种对技术标准要求极高的注塑成型工艺开发了适用的产品。这些材料的名称中都包含缩写“WIT”,为了获得极佳的内部表面光洁度,我们特别对其进行了优化。

AKROMID® B3 GF 30 1 GIT black (4598)
AKROMID® B3 ICF 15 (5026)
因此,Teklas 公司选择了我们的 AKROMID® A3 GM 20/10 4 WIT black (4529) 用于制造多款机动车的发动机冷却回路中的各种部件。这款材料秉承了我们的 AKROMID® 系列产品卓越的易加工性能,该系列产品专门针对水辅注塑工艺进行了优化。该材料应用于熔体背压法和二次模腔法,所得成品的壁厚度比竞争材料要薄 10%。如此一来,不仅产品重量减轻了,由于产品体积更小,它还为客户节省了成本。毫无疑问,AKROMID® 能够满足大多数极为严格的OEM厂商对冷却水阻力和动态强度的要求。如果您有任何具体需求,请联系我们。
弹射注塑技术 (PIT)
AKROMID® A3 GM 20/10 4 WIT black (4529) 还适用于制造直径 30 mm 以上的管件。开发弹射注塑技术 (PIT) 是为了解决这样一个问题:由于材料物理性质的原因,随着直径变大,部件的残余壁厚将增加(经验法则:管件的残余壁厚是其外径的 1/8 – 1/10)。应用该技术时,部件被部分或完全填充,然后利用塑料或金属形成的弹射体将熔体从模腔中挤出。当整个部件各处的几何形状(尤其是截面形状)较为类似时,尤其适合采用 PIT 方法。横截面的形状有少许变化可利用不同的弹射体来解决,但如果形状变化太大,则此法没有作用。PIT 的优势在于,采用这种工艺改变可获得最薄的残余壁厚。

气辅注塑技术 (GIT)
气辅注塑技术是历史最长、最成熟的 FIT 工艺。GIT 被用于制造中空体和用作收缩补偿,有时也会用作模具设计缺陷的补救手段。该工艺通常使用氮气作为惰性气体,目的是避免塑料熔体发生不必要的氧化。近年来,Maximator 和 PME 开发的工艺改变使用 CO2 作为介质,与使用氮气的方法相比,进一步缩短了循环时间。
无论采用哪种方法,最重要的步骤都是为部件设计出最适用的工艺,当然,还有选择适合的材料。我们非常乐意协助您为产品寻找合适的方法和材料。因为,如果采用特殊工艺,有一点是必然的:工艺复杂型一定会增加。我们生产的材料符合极为严格的公差标准,因此 AKROMID ®WIT 和 GIT 产品可确保工艺的稳定性。我们的产品不仅在可重现性方面优于大多数竞品,工艺窗口方面的优势也非常明显。由于采用了复杂的聚合物技术,GIT 和 WIT 产品的再结晶温度更低,结晶度同样出众。如此处的 DSC 曲线所示,在再结晶焓值相同的情况下,AKROMID® GIT 产品的再结晶温度低了约 15 ℃。
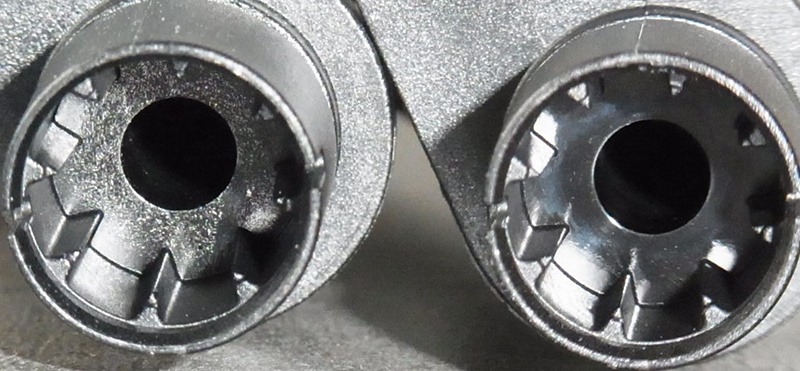
这种改变带来的结果对于气辅助塑应用和标准注塑成型应用而言都极为有利。下面的部件截面图展示了AFT生产的一个阀的一部分。阀座部分的玻璃纤维痕会缩短密封件的使用寿命,因此不符合该公司的严格要求。只有使用AKROMID ®A3 GF 15 1 GIT black(4620)能够达到该公司的表面光洁度要求。
采用这些技术的公司包括:
GIT WIT 工厂技术
GIT WIT 设计和部件测试
TiK (Technologie in Kunststoff)
您的公司是否也属于该领域呢?您想在此添加贵公司的网页链接吗?如果需要,请您向 发送一封简短的邮件,我们非常乐意在审核之后将贵公司的网页链接添加至此处。
请注意,此处提及的某些方法在某些国家/地区受专利保护。如果您对此有任何疑问,请联系制造厂商,他们将告知您您所购买的工厂技术具体涉及哪些专利。
免责声明:本宣传册提供的所有规格和信息均基于我们目前的知识和经验。这些信息不构成具有法律约束力的承诺,不能保证具体个案中的某些产品特性或适用性。此处提供的信息不能免除加工者和用户在具体个案中自行实施测试和检查的责任。AKRO®、AKROMID®、AKROLEN®、AKROLOY®、AKROTEK® 和 ICX® 是 Feddersen 集团的注册商标。